
Today WAM® is one of the largest Screw Conveyor manufacturers in the world and in a leading position for many applications. This position has been achieved through a strong focus on quality of manufacture and continuous investments in manufacturing technology and product development. Over the years Screw Conveyors for specific purposes have been developed. Cement Screw Conveyors and Feeders for concrete batching plants were the first to be industrialised in the early 1970s. Later came light-duty Flour Milling Screw Conveyors with synthetic maintenance-free intermediate bearings. Heavy-duty Cement Screw Conveyors, as used in the concrete industry, are particularly robust and equipped with self-adjusting stuffing boxes. Extra-heavy-duty Screw Conveyors, designed for continuous operation in cement, lime and gypsum processing, come with flanged shaft couplings for easy screw replacement. Difficult materials with a high moisture content that have a tendency to stick to the centre pipe or flight in traditional screw conveyors, such as sludge or screenings, are successfully handled by Shaftless Screw or Spiral Conveyors with ultra-heavy-duty helicoid flighting. The expertise that has been acquired over the years has enabled WAM® to apply their technology to virtually all conveying processes. It also has resulted in high-quality yet competitively priced Screw Conveyors. As a result of their long-term expertise in screw feeding, WAM® have developed a comprehensive range of high-accuracy Screw Feeders for both micro-feed rates and large volumes. The range includes feeders with agitator tools, feeders with flexible troughs for gently massaging and blending the material, feeders for steep angle applications and many others. WAMGROUPs worldwide network of sales and service subsidiaries gives every customer the opportunity to buy locally and, at the same time, to enjoy service wherever the installation might be located.
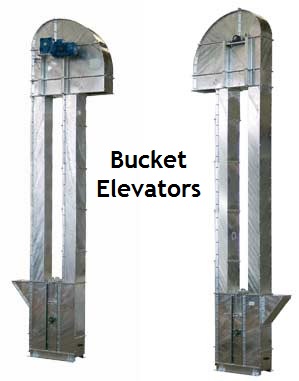
In more than 100 years RONCUZZI® has gained and consolidated a vast experience in the area of bulk solids handling. In this period RONCUZZI® has designed and supplied numerous plants and equipment of different types and capacities and for a variety of materials. Today the Company’s unique know-how represents the foundation of a comprehensive Bucket Elevator range that is able to meet each and every user’s requirements in terms of problem solution and reliability in time.

Chain or Drag Conveyors are an important cornerstone in the RONCUZZI product range developed from more than one hundred years of experience in bulk solids handling. In fact, Chain Conveyors are amongst the most widely used conveyor types in many RONCUZZI installations for handling powdery or granular materials. Thanks to their robust heavy-duty design, RONCUZZI Chain Conveyors meet every user¿s requirements in terms of reliability and durability.

Since the early 1980s WAM has developed a unique range of compact Dust Collectors that meets the requirements of every user. Today WAM offers a comprehensive Dust Collector range for de-dusting and dust control for virtually all industrial applications.

WAMGROUP offer a wide range of Dustproof Valves for handling powder and granular materials in all industries. Expertise and range have grown over the years placing WAMGROUP today amongst the world’s leading suppliers of valves of this kind. The range includes equipment made by WAM® such as Butterfly Valves, Square, Rectangular and Circular Cross Section Slide Gate Valves, Ball Segment Valves, Inclined Slide Valves, Pressure Relief Valves; and by TOREX® who offer Drop-Through Rotary Valves, Blow-Through Rotary Valves, Pinch Valves, Diverter Valves, as well as Double Dump Valves.
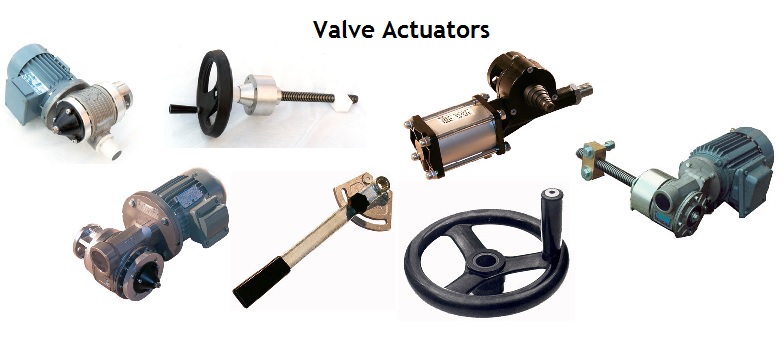
As manufacturers of industrially manufactured valves, from the very beginning WAM® felt the need to develop Valve Actuators too. Today the customer can choose from a complete range of Manually or Electropneumatically operated, as well as Gear Motor Actuators. These Actuators are mainly used for WAM® Valves, although application to other makes and types of equipment, such as diverter valves, dampers and valves for liquids, is possible.

Certain bulk materials cannot be stored in cylindrical silos with a tapered outlet cone because no flow aid would be sufficient to extract them. For some of those materials the outlet cross section of the silo must be increased. Others do not even allow the slightest wall angle in the outlet section and require polygonal shape silos with vertical or even negatively raked walls all the way down to the outlet. As a result, mechanical extracting and feeding devices must be adapted to the cross section of the outlet. WAMGROUP offers a variety of equipment for discharging bulk materials. The Conveyor Division of WAM® offers Single, Twin-Shafted Screw Feeders (see Screw Conveyors & Feeders) and Multiple Shafted Flood-Fed Screw Feeders (Live Bin Bottoms) in a customised standard design for various applications and for materials as different as flour, bran, wood chippings, sawdust, shredded paper or sludge. EXTRAC®, specialists in extracting powders, granules and fibres, offer a wide range of vibrating Bin Activators. TOREX® manufacture a range of Telescopic Loading Bellows (Loading Spouts). WAMGROUP’s unequalled expertise has been employed and applied over the years in developing and manufacturing a range of equipment so that standard products can be offered that suit specific applications.

The EXTRAC® Division of WAM® has been specialising in the development and manufacturing of Bag Emptiers for many years. Today’s range offers Manual Bag Openers and Automatic Bag Splitters in various versions including a wide range of options and accessories which makes this equipment suitable for applications virtually in all industries.
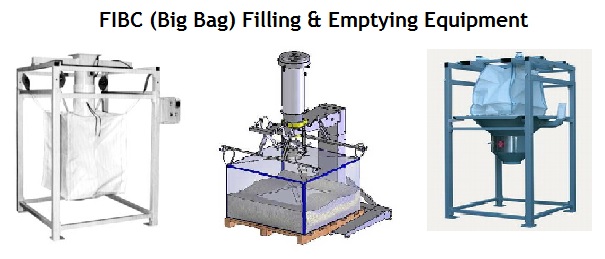
The EXTRAC® Division of WAMGROUP, specialists in extracting powders, granules and fibrous products, develop and manufacture a range of Dischargers and Fillers for Flexible Intermediate Bulk Containers.

Over the last decades WAMGROUP have developed a range of Flow Control and Metering Feeders. WAMGROUP associates TOREX® are in fact manufacturers Loss-In-Weight Screw Feeders, Weigh Belt Feeders, and Deflection Flow Meters.

WAMGROUP associates TOREX® have developed a Silo Safety System that consists of various components. The system ensures problem-free plant operation especially during the silo filling procedure by tanker.
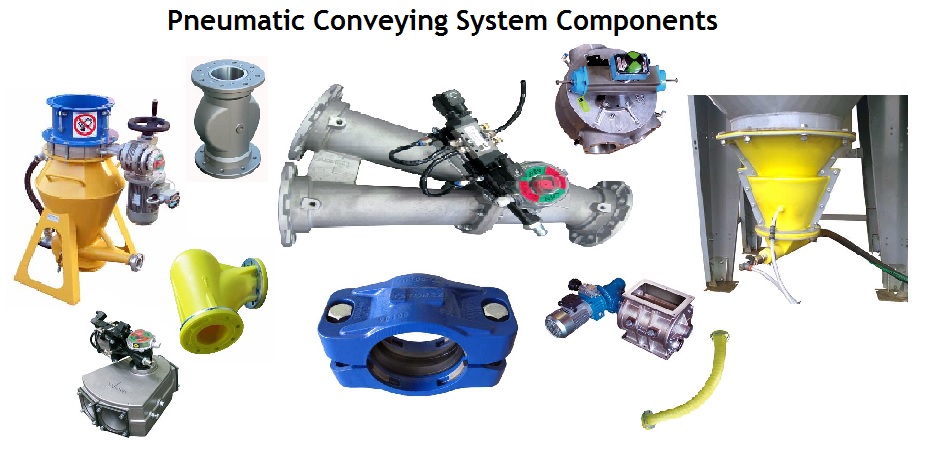
WAMGROUP have developed a comprehensive range of Pneumatic Conveying System Components. TOREX® manufacture Blow-Through Rotary Valves (see Rotary Valves & Feeders), Diverter Valves, and Pinch Valves. The Valve Division of WAM® offer innovative Pipe Elbows.
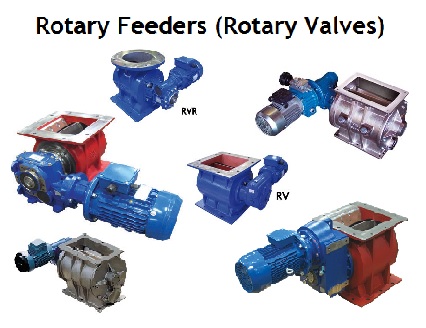
If controlled feeding from or into silos and hoppers in a very confined space is required Rotary Valves are the ideal solution. The sealing of negative pressure cyclone and dust filter outlets is the other classic application. RVS-type Blow-Through Rotary Valves have been developed in accordance with the criterion of maximum scope in application. They have been designed for the controlled discharging of powders or granular materials from silos, bins, hoppers, cyclones or dust collectors into low- and medium-pressure pneumatic conveying lines.
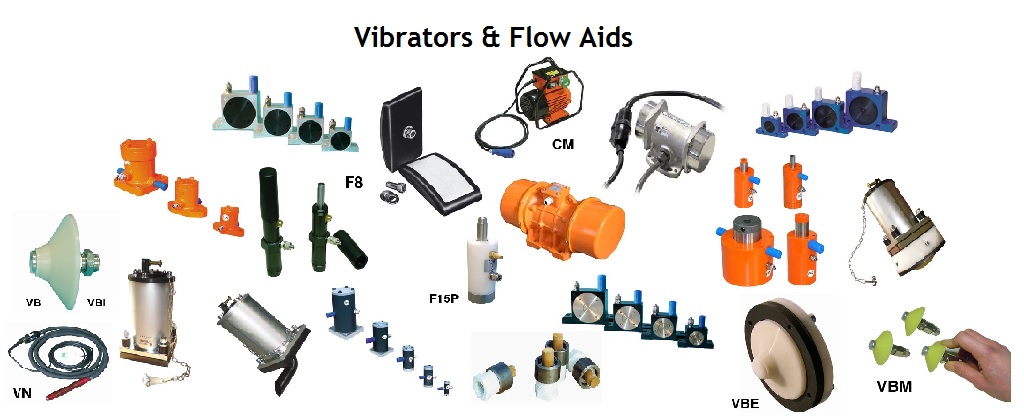
Vibrators and Flow Aids are important accessories for regular storage and efficient discharging of all kinds of bulk materials. In a bin or silo, flow is faster in the centre than near the wall. However, central mass flow is evenly transmitted to the outer bin or silo section from where, through inertia, material slides down more slowly but without any interruption. Only very few bulk materials are extremely free flowing. The majority cannot be extracted from silos, bins or hoppers without some kind of flow aid.
Many silo outlets show unmistakable signs of the oldest of all flow aids, the hammer. Once it has become obvious to the user that it always takes a few blows to make the material flow, usually along with level control devices automatic flow aids are installed too. WAMGROUP associates, OLI®, supply a wide range of flow aids for bulk solids and applications of all kinds. Along with aeration and percussion equipment the product range includes Electric and Pneumatic External Vibrators which are also successfully used in screening, conveying, compacting, cleaning, sorting, and detaching processes. Furthermore, OLI® have specialized in developing and manufacturing Concrete Vibrators (Pokers) for compaction of fresh concrete, as well as high-frequency converters and generators for building sites offering a variety of models and options.

Since the early 1980s WAMGROUP® has been involved in mixing technology. MAP® Division, the mixers of the MAP® Division are made to measure from standardized modular components, aimed at the relevant task. The high quality of MAP® solutions originates from profound know-how in process technology, from individual tuning of the mixer components in compliance with the product, as well as from selection of specific materials in connection with the latest technology in manufacturing. SINTSCREW® Division, in 1998 the SINTSCREW® Division was the first manufacturer worldwide to introduce non-stick anti-wear SINT® engineering polymer composites developed at the Company’s own R&D department for production of continuous dry premixed mortar mixers, leading the market towards a more efficient way of operating in this sector.

The SPECO® Division of WAM® has been specializing in Wastewater Treatment Equipment development and manufacturing since the 1970s. Initially producing only Archimedes Screw Pumps, SPECO® has progressively grown in expertise and now has within her portfolio the extensive WASTEMASTER® range that provides the complete mechanical effluent pre-treatment: conveying, elevating, screening, de-watering and compacting, de-gritting and de-greasing. SPECO® also offers a range of compact WASTEMASTER® pre-treatment stations that combine the above-mentioned functions in a single unit. The Conveyor Division of WAM®, on the other hand, offers the CONSEP® Concrete Reclaimer for recycling of sand and aggregates in concrete batching plants.